

青島市天潤高周波對于于鋁制汽車空調配件磁感應釬焊全過程中出現的電焊焊接溶蝕難題,選用含銫藥芯焊接材料配搭兩段溫加溫的方式,取得成功處理電焊焊接溶蝕難題。
青島市天潤高周波對于于鋁制汽車空調配件磁感應釬焊全過程中出現的焊后出氣孔沙孔的難題,選用了在數據自動控制系統添加保溫系統的方式獲得處理,
青島市天潤高周波對于于繁雜鋁制汽車空調配件磁感應釬焊全過程中出現的因遇熱不勻造成 的部分粗晶的難題,選用了計算機控制中添加紅外線方式配搭紅外線測溫儀實時監控系統的解決方案。
青島市天潤高周波對于于鋁制汽車空調配件類型多種多樣的難題,選用多產品工件加工工藝主要參數儲存的解決方案,此方式多可另外考慮99種產品工件加工工藝主要參數的儲存。 







齒輪同步雙頻感應淬火技術
概述:
對于齒輪這類傳動零件,表面要有高硬度及耐磨性,同時在交變荷載和沖擊荷載下要有足夠的疲勞強度 。但對于齒輪這樣表面具有凹凸結構的工件而言,常規的單頻感應淬火技術無法得到令人滿意的處理效果。常規單頻感應淬火處理后的小齒輪往往齒部全部淬透,導致齒輪的疲勞強度下降,易發生疲勞斷裂影響使用性能。
圖1 齒輪單頻淬火圖
針對類似于齒輪這樣的表面凹凸工件,如何得到均勻的硬化層,使得齒部表面硬化而心部仍保持一定韌性,雙頻感應加熱技術應運而生。早期的雙頻感應加熱技術為異步雙頻,即設備輸出的高頻和中頻不同步,先用中頻預熱,再用高頻將齒部加熱至淬火溫度的工藝方法。經過不斷地發展完善,產生了更加先進的同步雙頻感應淬火技術。


青島天潤高周波數字高頻感應加熱設備應用:焊接預熱及后熱,管到預熱,熱裝熱拆,不銹鋼管在線固熔,光纖制造
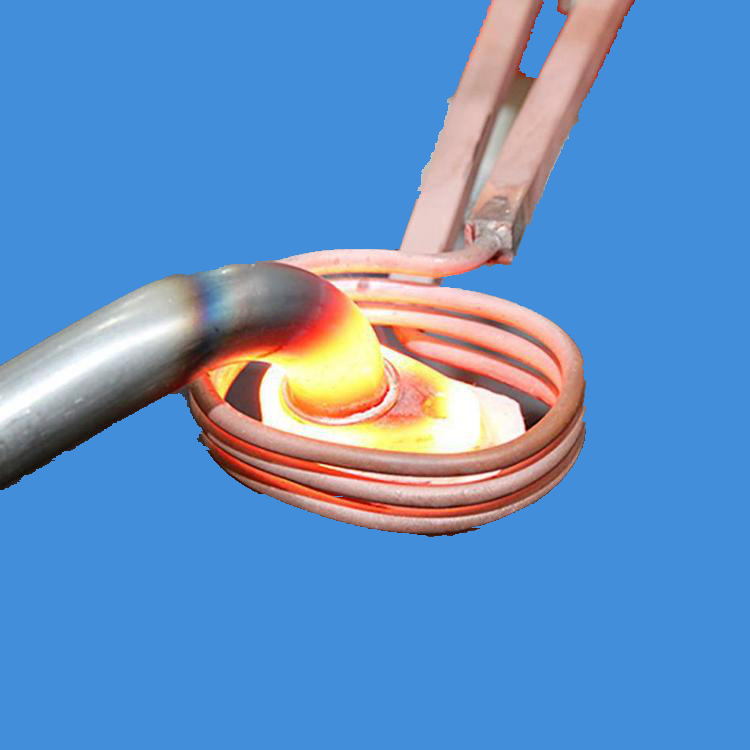
焊接預熱及后熱是感應加熱的一個重要應用領域,鋼材預熱后焊接可以降低應力、提高焊接強度、防止開裂,后熱則用于消氫、退火、回火、正火等工藝。
感應加熱用于焊接預熱及后熱,具有可控性好、可實現復雜的工藝程序、非接觸式加熱、適應范圍廣、節能、能量密度高、可實現在線式加熱等特點。
“DSP+IGBT”全空冷溫度控制型感應加熱電源特別適用于高要求的焊接預熱和后熱。
全空冷主機,很多工況下感應器也可為空冷,無水路問題,系統可靠性高,多種機型以及機箱結構、個性化的感應器以及電源匹配設計,滿足用戶需求面向工件和工藝的PID程序,PID參數自動整定,實現專業的恒溫度控制不再需要掌握深奧的自動控制理論。
工藝程序運行,可按照預置的溫度/電流/功率曲線自動運行。
多點控溫功能,升溫和降溫速率控制

您好,歡迎蒞臨青島天潤高周波,歡迎咨詢...
 觸屏版二維碼 |



 魯公網安備37021402002409號
魯公網安備37021402002409號

