

高頻機實際用途-高頻感應加熱-銅管快速焊接
加熱
1、熱鍛它主要是把金屬工件加熱到一定溫度后(根據材質不同加熱溫度也不同),通過沖床、鍛床或其他形式把工件鍛壓成其他形狀。例如:表殼、表胚、拉手、模具附件、廚房餐具用品、工藝品、標準件、緊固件、機械零件加工、銅鎖、鉚釘、鋼釬、釬具的熱擠壓等等。
2、熱配合它主要是指不同種金屬之間或金屬與非金屬之間通過對金屬的加熱,利用熱擴張或熱熔解的原理使兩者連接在一起。例如:電腦散熱器的銅芯與鋁片、喇叭網的埋值焊接、鋼塑管的復合、鋁箔的封口(牙膏皮)、電機轉子、電熱管封口等等。
3、熔煉它主要是指通過對金屬的高溫,把金屬化成液體,主要適用于鐵、鋼、銅、鋁、鋅以及各種貴重金屬。如金、銀的熔化。






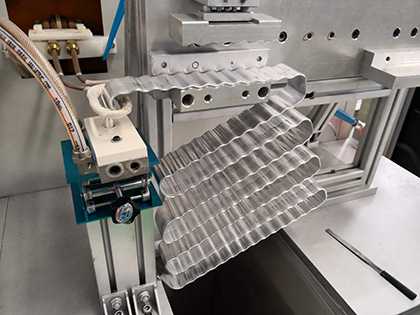
高頻機結構及原理
長度不大的板料型材,以及槽形截面零件傳統上是在專用模具內用1次或2次沖壓制造的。同樣可用通用工具按單元沖壓,但是,采用這種方法時平面段 3應足夠寬。在制造專用模具的凸模和凹模時,應從材料的名義厚度入。出發,配合工作表面。在閉合位置,模具應校正零件的平面段,并排除毛坯自由彎曲的影響。毛坯厚度入的實際值可能與入。值差別很大,因此進行校正作用的不是所有段。
例如,對的薄板鋼,厚度h0=2mm的公差δ為±0.15 mm。用名義厚度配合的模具來校正h=2.15mm的毛坯時,在2段上凸模和凹模之間的間隙:為2.15mm,而在1段和3段上當σ=30 時Z=2.3mm。若hh是在2段上。
不均勻的校正作用將反映在零件的精度上,這是傳統工藝的缺點之一。傳統工藝的缺點還有模具和設備的費用大,因為壓力機的峰值負荷特征產生的功率太大。
高頻感應加熱主控制板,主要采用SG3525A作為PWM脈沖形成,輸出脈沖頻率范圍20KHZ—60KHZ,脈沖間隔互為180度,死區時間可以自行調整。可適用于IGBT全橋逆變串聯諧振感應加熱裝置用斬波器調壓調功。功率范圍:15KW-120KW,該控制板接線少,控制集中,無須調試,工作電源電壓為三路交流雙18V/1A及四個22V/0.5A的電源為全橋逆變IGBT驅動電路提供電源。具有過流,過壓,缺水,高頻,低頻,多種狀態指示,并提供開關型霍爾保護接口,此板可配合斬波器板和驅動板組裝IGBT高頻感應加熱裝置。您好,歡迎蒞臨青島天潤高周波,歡迎咨詢...
 觸屏版二維碼 |



 魯公網安備37021402002409號
魯公網安備37021402002409號

